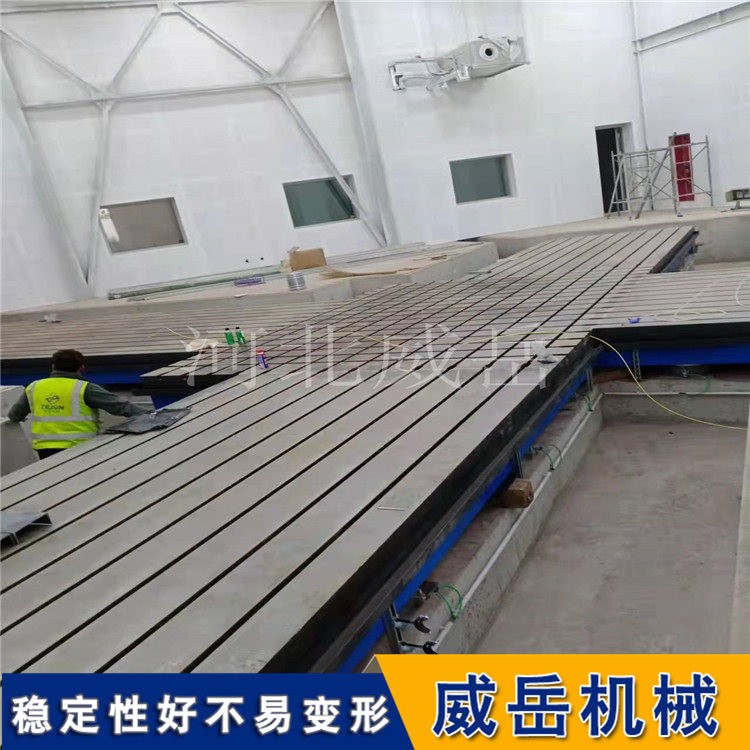
铸铁平台(平板)在使用时要先进行安装调试。然后,把平板的工作面擦拭干净,在确认没有问题的情况下使用,使用过程中,要注意避免工件和平板的工作面有过激的碰撞,防止损坏平板的工作面;工件的重量更不可以超过平板的额定载荷,否则会造成工作质量降低,还有可能损坏平板的结构,甚至会造成平板变形,使之损坏,无法使用。铸铁实验平板精度:按国家标准计量检定规程执行,分别为0,1,2,3级四个级别。
铸铁实验平板材料:强度铸铁HT200-300,工作面硬度:HB170-240检验平板表面质量检验:用涂色法检验。铸铁实验平板在使用时要先进行安装调试。
大型铸件怎样选择分型面使铸件尺寸更准确?
大型铸件正确选择铸型的分型面,既可简化造型操作,又可提高生产劳动率,能更好的保证铸件尺寸准确,减少废品等。因此选择铸型分型面时,请注意以下几点:
1.应尽量把铸件的全部或大部分放在下型内,这样便于主要的泥芯安放和检验,并且使上型的高度减低,便于合箱。是铸件分型面的选择,它将铸件全部放在下型,避免错箱,保证铸件质量。
2.应使铸件的加工面及加工基准面,放在同一个铸型内。在机械加工时,大型铸件上部的方头( 夹具夹紧处〉是作为外困表面车削螺纹的基准,由于加工面与加工基准面都处在同一个上型内,从而减少因错箱造成 的加工余量不够。
3.当铸件的加工面很多,又不可能都与基准面放在分型面的同一侧时,则应尽量使加工的基 准面与大部分的加工面放在分型面同一侧。
4.应使铸模容易从铸型中取出,并尽量减少活块模、高大的吊砂和弯曲的分型面等。
5.尽量减少泥芯的使用。这样可以省去制造和安放泥芯的工作,也可减少由此造成的误差及产生的披缝,降低铸件的制造成本。
6. 大型机床铸件不加工表面应尽量避免有披缝。在套筒不加工的外圆表面上看不到披缝 , 提高了铸件的外观质量。
7.铸型的的分型面,应尽量能与浇注位置一致。这样可避免合箱后,再翻动铸型。因翻箱操作是一个很繁重的工作,同时在翻动大型铸件/咨询铸型时,可能使泥芯的位置发生移动,影响铸件的精度或造成缺点。