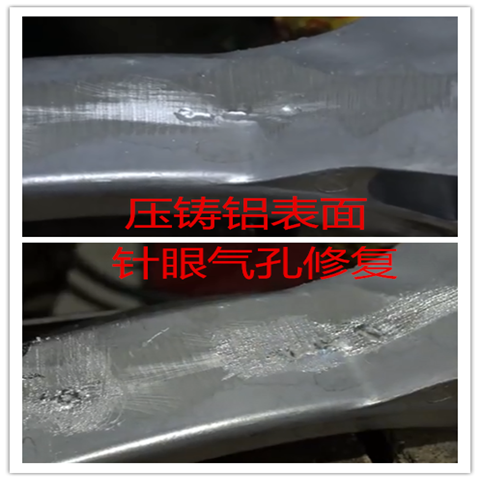
如何简易修复压铸铝生铝熟铝氩弧焊后产生的针眼气孔
压铸铝合金缺陷大部分都是集中在表面或内部,在氩弧焊后加工易出现气孔,砂眼、缺料、疏松或者磕碰伤等缺陷.传统的维修方式,使用电焊机及氩弧焊等热焊类设备来进行修补,或者是由于二次氩弧焊带来的返渣及砂眼现象,这种修补方式会使焊点的硬度过于偏高,容易使铝铸件的内部出现应力,容易产生变形、咬边和气孔,焊补后色差大,修复效果并不理想。
使用不挑铝材质的实心低温铝焊丝威欧丁53(焊丝熔点在385度,工作温度400度左右,焊丝不流动,焊接到哪里哪成型)配合刷子打底操作用火焰喷枪可以很好的解决这种缺陷问题,针对针眼气孔砂眼群孔的修复都可以,低温铝焊丝是在尽量控制温度低的情况下防止压铸过程中压铸铝内部的局部缺陷部位影响到整体的焊缝成型,整体焊缝光滑美观,可进行二次加工。此款焊丝首先是熔点低,利用焊丝的不流动性可以很好的修复铸件表面的缺陷