天津压铸模点冷却加工厂家,获得新老客户一致好评
价格:面议 2019-09-15 08:36:01 2992次浏览压铸模在压铸生产过程中所起的重要作用是:
①决定铸件的形状和尺寸的精度;
②已定的浇口系统(特别是浇口位置)决定着熔融金属的填充状况;
③已定的排溢系统影响熔融金属的填充条件;
④模具的强度限制着压射比压的最大限度;
⑤影响操作的效率;
⑥控制和调节压铸过程的热平衡;
⑦铸件取出时的质量(如变形等);
⑧模具成形表面的质量既影响铸件质量,又影响涂料喷涂周期,更影响取出铸件的难易程度。
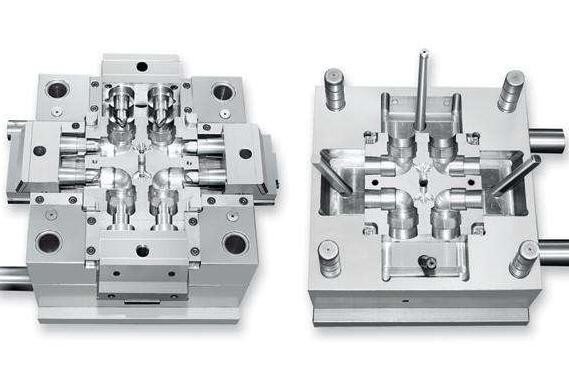
压铸模结构组成
定模:固定在压铸机定模安装板上,有直浇道与喷嘴或压室联接;
动模:固定在压铸机动模安装板上,并随动模安装板作开合模移动合模时,闭合构成型腔与浇铸系统,液体金属在高压下充满型腔;开模时,动模与定模分开,借助于设在动模上的推出机构将铸件推出。
压铸模结构根据作用分类
型腔:外表面直浇道(浇口套);
型芯:内表面内浇口。
导准零件
导柱;导套。
推出机构
推杆(顶针),复位杆,推杆固定板,推板,推板导柱,推板导套。
压铸工艺是一个压铸工厂技术水平的体现,他能把压铸机特性、模具特性、铸件特性、压铸合金特性等生产要素正确的结合起来,以最低的成本,生产满足客户要求的压铸产品。因此,必须重视压铸工艺工程师的选拔和培训。压铸工艺工程师是压铸生产现场技术总负责人,除制定正确的压铸工艺,根据生产要素变化及时修订压铸工艺外,还负责对模具安装调整工、压铸操作工、模具维修工的培训和提高。
- 公司: 东莞啸宝模具技术有限公司天津分公司
- 主营: 天津压铸模点冷却,天津塑胶模点冷却,天津汽车模点冷却
- 地址: 天津市天津大道119号,淘宝网请搜索,店铺:xielingyung
- 联系: 谢先生
- 手机: 13412784157
-
微信:
